|
|
|||
 |
 |
|
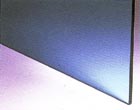
溶けた錫の上にガラスを流し込み平滑性の高い板ガラスを成形する技術です。一般的な板ガラスは中に含まれる僅かな鉄イオンが可視光線を吸収することで薄い緑色を帯びて見えます。写真の高透過ガラスは金属イオンを極力減らすことで、まったく色を感じない無色透明のガラスです。 |
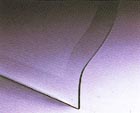
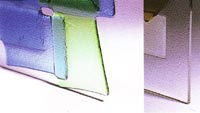
板ガラスに含まれる金属イオン等を調整することでガラスの色やその濃さを変化させることができます。写真のガラスはブルーガラスですが、ほかにもグリーンガラス・ブロンズ・スモークなどの色ガラスがあります。 |
|
 |
 |
|
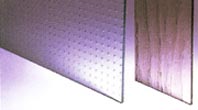
型板ガラスは溶けたガラスを型が彫られたロールの間を通すことで、板ガラスに模様をつけたガラスのことを言います。国内で生産されている型板ガラスは非常に種類が少なく、家具に使用する型板ガラスはヨーロッパからの輸入品がほどんどです。写真の型板ガラスは透明の板ガラスと、色ガラスを型板ガラスに加工したものです。 |
ガラスの片面に珪砂等ですり加工を施した不透明なガラスが一般的でしたが、最近はスクリン印刷やフィルムによるすり板調ガラス増えました。シルク印刷によるすり加工は従来の方法と異なって透明度の調整や細かなパターンのすり調ガラスが可能になりました。 |
|
 |
 |
|
ガラス面の角度を変えることで光りに屈折が変化し、より豪華に見せることができます。写真は面取り加工を直線だけでなく曲線に加工したもので、コンピューターでコントロールされる機械が必要になります。小口磨きはガラスの弱点であるハマカケを防ぎ、危険防止のためにも必要な加工です。 |
ガラスへの代表的な印刷技術です。半透明のインクを使用してすりガラス調に印刷したり、細かく小さなパターンも美しく表現できます。写真のように多色刷りや結晶模様インク等と組み合わせて複雑な印刷も可能です。一般的にはガラスとインクの密着を確実にするために印刷後窯で焼きます。 |
|
 |
 |
|
穴あけ加工 |
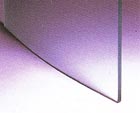
板ガラスを600℃前後の軟化温度まで加熱して曲げる加工です。家具に使用する曲げ欠こうは加熱後所所に冷却するために、強化ガラスより強度は弱くなりますが、一般の板ガラスより二倍の強度を持った倍強度ガラスが多い様です。 |
|
 |
 |
|
ガラスに金剛砂を吹き付け、表面を粗くすることでツヤ消し加工をしたり、複雑な模様を彫刻する手法です。硬い表情のガラスがサンドブラスト加工することでソフトでエレガントなイメージを表現することができます。 |
特殊な色ガラスを加熱して融合させる非常に装飾性の高い技法です。1000℃前後の温度で数時間窯に入れて加熱し、ガラスが割れない様にゆっくりと冷ましていくために、長時間の工程となり作業性が悪い技術です。色ガラスが溶けたやさしい表情はあの硬く冷たいガラスとは思えないほどです。 |
|